As manufacturers scale to meet global demand, outsourcing across the entire supply chain has become a strategic lever for enhancing efficiency and driving growth. However, maintaining quality and compliance through supplier oversight, especially in highly regulated industries, can become a significant challenge, exposing companies to financial, reputational and regulatory risks.
Why supplier oversight is critical in U.S. FDA-regulated manufacturing
Outsourcing can accelerate innovation, improve access to specialized expertise and open doors to new markets. But it can also introduce regulatory risk. Organizations remain fully responsible for the quality and compliance of outsourced components, ingredients and processes.
Regulations like the EU Supply Chain Law and the U.S. Food and Drug Administration’s (FDA’s) Drug Supply Chain Security Act (DSCSA) are tightening oversight requirements, making visibility and control over your supplier network critical. In FDA-regulated environments, maintaining Good Practice (GxP) standards, applying FDA purchasing controls and verifying supplier qualification are essential to avoid noncompliance.
Understanding supplier risk in a regulated supply chain
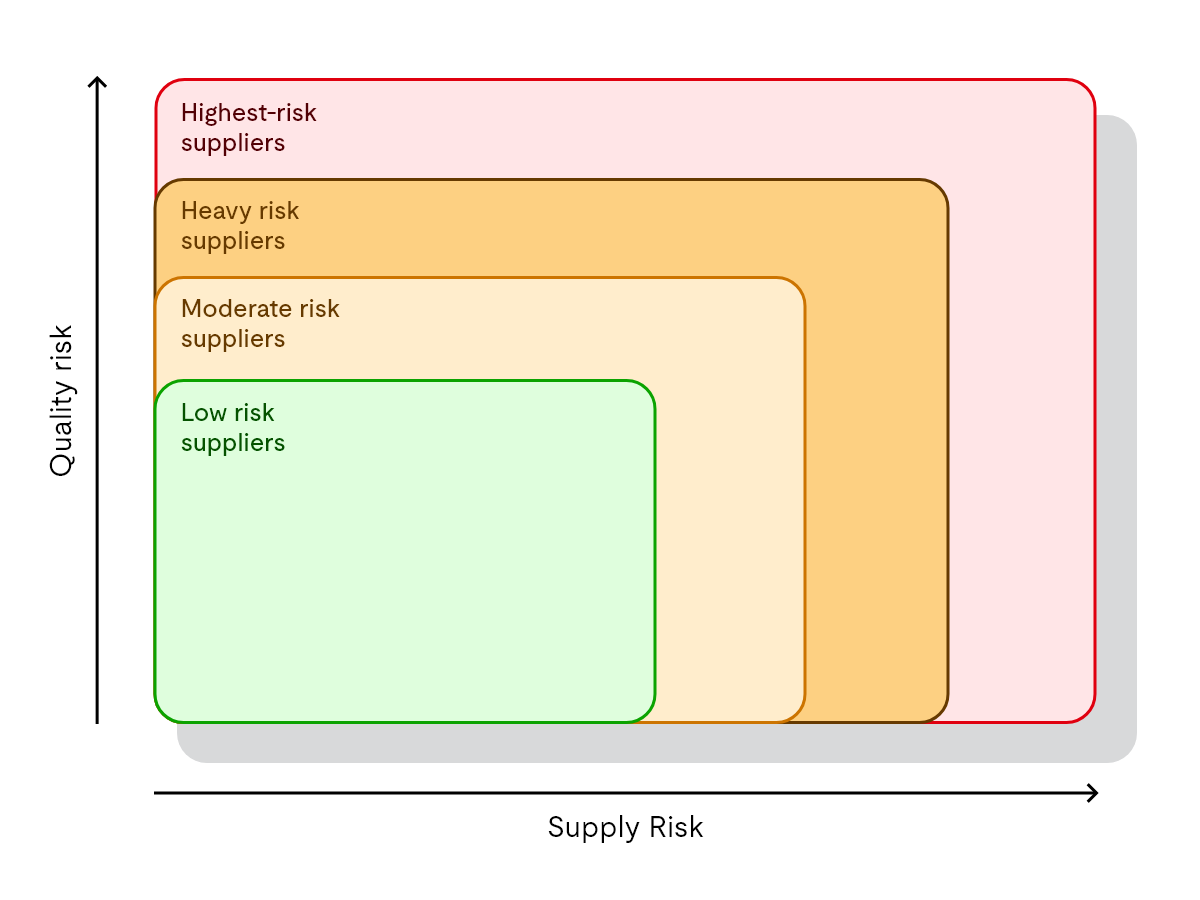
Effective supplier oversight begins with understanding the level of risk each supplier poses to your product and operations. Organizations can classify suppliers by risk tier by defining their supplier evaluation criteria, allowing oversight efforts to align with each supplier’s impact on product quality, safety and compliance.
How to classify suppliers by risk tier
Start by defining a supplier’s direct relationship to your final product(s). Use a tiered framework to prioritize oversight:
- High risk – Suppliers critical to product quality and availability
- Medium risk – Suppliers with moderate impact on product safety
- Low risk – Suppliers with indirect impact (such as logistics)
- Noncritical – Suppliers with no direct or indirect impact on products or process
This classification system helps determine the level of control, documentation and monitoring required for each supplier.
Establishing common supplier evaluation criteria
Regardless of risk tier, some vendor qualification process elements should apply to all suppliers, including:
- Signed quality agreements
- Codes of conduct
- Basic service-level agreements
- Initial paper audits and documentation reviews
A standardized evaluation checklist supports the consistent application of minimum compliance standards across all suppliers, aligns expectations from the start and helps avoid future compliance gaps. Even suppliers with minimal impact on product quality can benefit, as it reduces ambiguity and keeps all vendors operating under the same baseline requirements.
Defining risk-specific supplier requirements
As supplier risk increases, so should the depth of oversight. For high-risk suppliers, consider:
- Specialized training (such as sterilization protocols)
- Sample testing of components
- More frequent supplier audits
- Enhanced documentation and traceability
Tailoring oversight to supplier risk levels helps strengthen traceability and lowers the chance of nonconformances. For high-risk suppliers, deeper oversight, like specialized training or more frequent audits, can make a measurable difference in performance and reliability. This kind of targeted approach helps keep critical suppliers aligned with quality expectations and supports ongoing monitoring.
Implementing supplier-specific quality controls
Some suppliers may require unique qualifications based on the components or processes they support. In these cases, vendor audits, supplier qualification and supplier-specific training play a key role in maintaining oversight and supporting compliance.
Ask:
- Does the supplier need refresher training?
- Are there component-specific handling protocols?
- What documentation is required for their specific role?
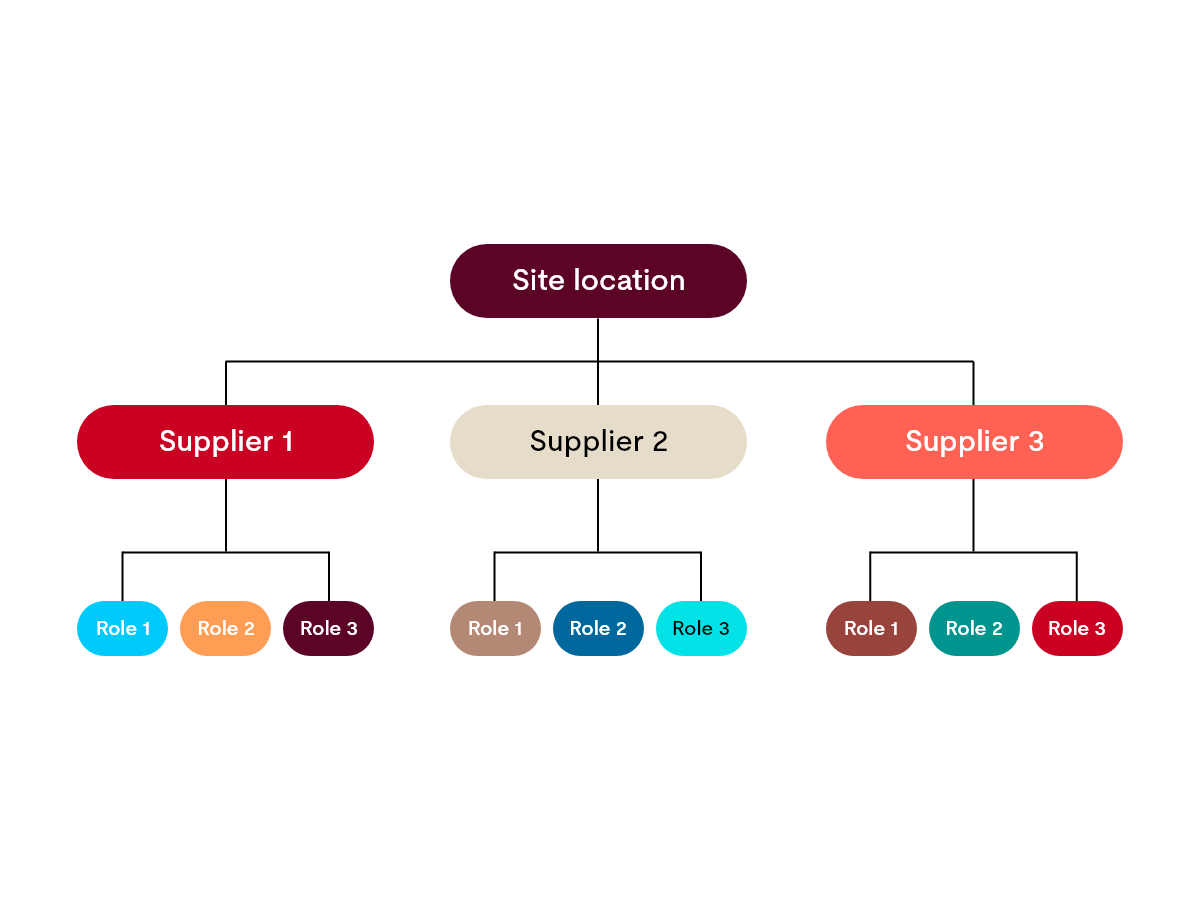
Tracking role-specific compliance within supplier organizations
In complex supplier organizations, role-based compliance is essential. A supplier may handle multiple functions, each requiring different qualifications. Use FDA purchasing controls to confirm that each role within the supplier’s team meets standards.
Track:
- Function-specific training
- Role-based documentation
- Compliance status by individual or team
Identifying and addressing gaps in supplier documentation
Once the criteria are defined, map existing materials to supplier requirements. Identify gaps in:
- Training materials
- Audit trails
- Qualification documentation
Completing this step supports audit readiness and helps maintain a comprehensive library of compliance materials. For example, a routine internal review might uncover that a supplier’s equipment operator training hasn’t been updated in two years, prompting a quick fix before an external audit flags it. Taking time to close these gaps helps build a more complete compliance library and supports audit readiness.
Building a process for supplier compliance implementation
Turning supplier oversight into a repeatable process helps make compliance sustainable. Once criteria and documentation gaps are identified, the next step is building a structure that supports ongoing accountability. For example, assigning a dedicated internal contact for each supplier can streamline communication and reduce delays in resolving issues. Similarly, defining clear reporting lines and maintaining an approved supplier list helps keep oversight organized and consistent.
Consider:
- Assigning internal stakeholders
- Defining reporting structures
- Creating approved supplier lists
- Establishing change control agreements
This process supports ongoing supplier oversight, making it a continuous effort rather than a one-time event.
Documentation and record-keeping
Thorough documentation is the backbone of any supplier oversight program.
Maintain:
- Training records
- Audit reports
- Post-audit decision justifications
- Supplier qualification status
Accessible, well-organized records support regulatory inspections, facilitate internal reviews and provide a clear line of accountability across the supplier network.
Maintaining long-term supplier oversight and audit readiness
Ongoing supplier performance monitoring is key to long-term success. Use key performance indicators (KPIs), periodic audits and continuous improvement strategies to keep suppliers aligned with standards
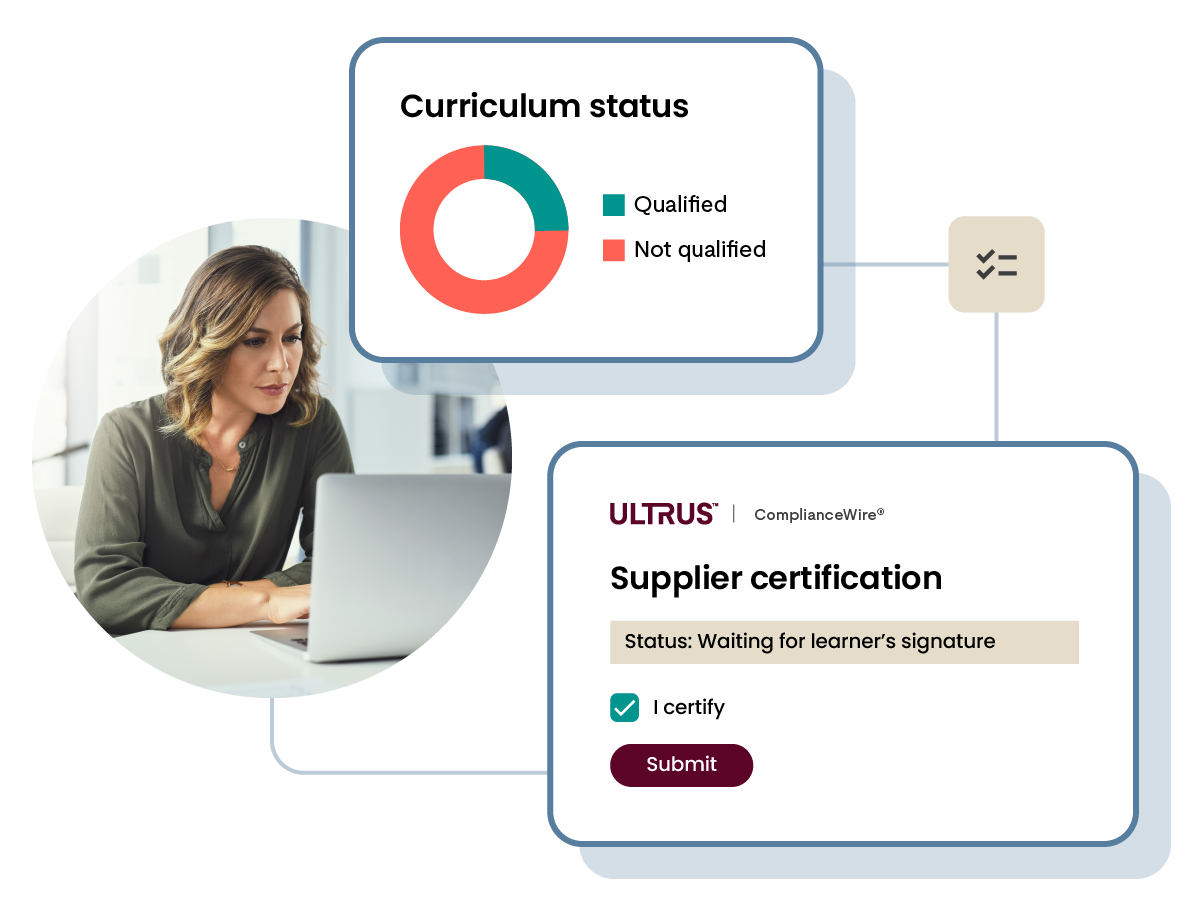
Tools like ULTRUS™ ComplianceWire® Supplier Qualification software can help automate:
- Curriculum management
- Audit trail generation
- Supplier reporting
- Regulatory response workflows
With validation for 21 CFR Part 11 and EU Annex 11, the system provides organizationwide visibility into your supplier network to support compliance and audit readiness.
Strengthen your supplier oversight strategy
In today’s global and highly regulated manufacturing environment, supplier oversight plays a critical role in maintaining product quality and regulatory compliance. A risk-based supplier evaluation framework, clearly defined criteria, and utilization of tools like ComplianceWire® Supplier Qualification can help organizations better manage risk, strengthen quality practices and support compliance throughout their value chain.

Get connected with our sales team
Thanks for your interest in our products and services. Let's collect some information so we can connect you with the right person.