Introducing ULTRUS™ Software
Companies work smarter and win more with powerful software to manage regulatory, supply chain and sustainability challenges.
Explore our portfolio
Companies work smarter and win more with powerful software to manage regulatory, supply chain and sustainability challenges.
Explore our portfolioA global leader in applied safety science, UL Solutions transforms safety, security, and sustainability challenges into opportunities for customers in more than 100 countries. UL Solutions delivers testing, inspection and certification services, together with software products and advisory offerings, that support our customers’ product innovation and business growth.
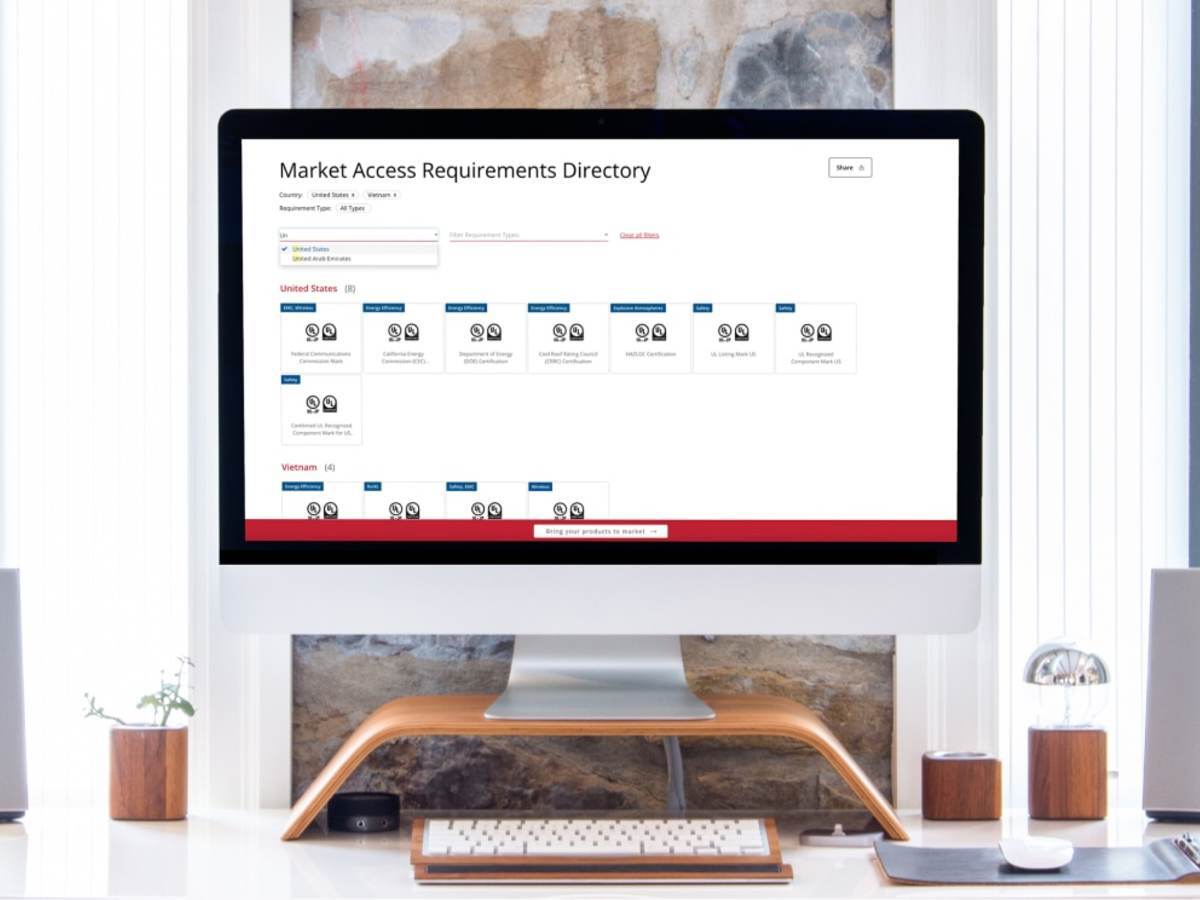
Discover global go-to-market requirements and simplify your compliance planning with our new Market Access Portal.
Offering comprehensive services for the electric vehicle industry, including testing and certification of infrastructure components and batteries
ComplianceWire® is built specifically for companies subject to audits by the FDA and other global regulatory authorities.
Staying on top of market entry requirements is more important – and challenging than ever. UL Solutions is your trusted resource for navigating the complexities of international product safety and market access.